选题依据
基于以下问题,本文对电弧加工的研究现状进行了调研,针对断弧方法、提高表面质量以及电极损耗补偿三个方向进行了综述分析,并简要阐述了未来的发展趋势,以期为推动电弧加工研究的发展与应用提供理论和实践参考依据。(1)过高的电弧放电能量和过长的持续时间会导致工件表面烧伤,这在电弧加工过程中是一个关键问题。是否有效稳定地控制电弧,并防止长时间集中在一点放电,事关电弧加工的成败。(2)电弧加工材料去除量大,但工件表面质量不高,限制了在制造业中的推广应用。如何改善电弧加工的表面质量是当前亟需解决的问题。(3)电弧加工的高能量也会导致更大的刀具损耗,难以保证加工尺寸精度,恶化放电环境。因此,有必要深入研究电弧加工过程中的刀具损耗规律,并采取相应补偿措施,以确保工艺高效、稳定进行。
研究内容
1 断弧机制的研究
1.1 脉冲断弧
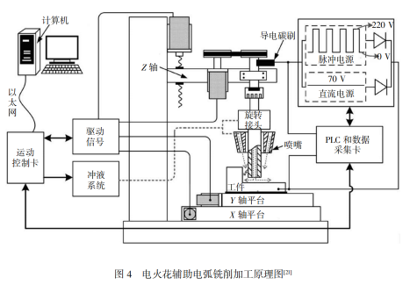
为保留电弧加工效率高的优势,中国石油大学刘永红等提出了高速电火花和电弧复合铣削加工的方法(图4)。
1.2 机械断弧
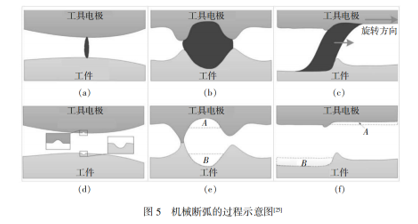
机械断弧过程如图5所示,加工初始的放电通道较窄、能量较小(图5a),形成浅凹坑(图5d);随着放电持续进行(图5b),放电通道扩大,工件蚀除量显著增加,阴阳极之间形成了接头,可能造成短路(图5e),使加工无法继续;由于工具电极旋转产生拖拽作用,电弧沿着电极的轨迹移动(图5c),最终得到的加工表面减少熔融接头的形成(图5f),也减少了电极损耗,保证了加工的正常进行。
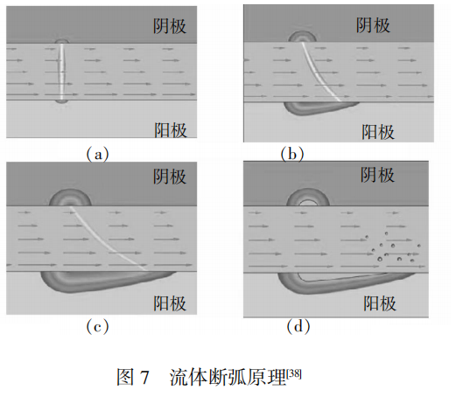
1.3 流体断弧
前文所述电弧成形加工同样利用工作液扰乱等离子通道来实现断弧。该方法是一种非常有潜力的加工方法,电极无需做高速旋转运动,既可用于表面铣削,也可用于复杂型腔的成形加工。
1.4 复合断弧
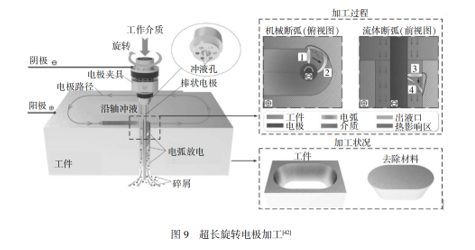
何国健等使用超长旋转电极代替线切割的电极丝(图9),并从上到下施加高压工作液,使用机械断弧和流体断弧复合的方法进行电弧轮廓切割,在电流为500 A时加工20%的SiCp/Al材料,其蚀除效率能达到6 500 mm3/min。
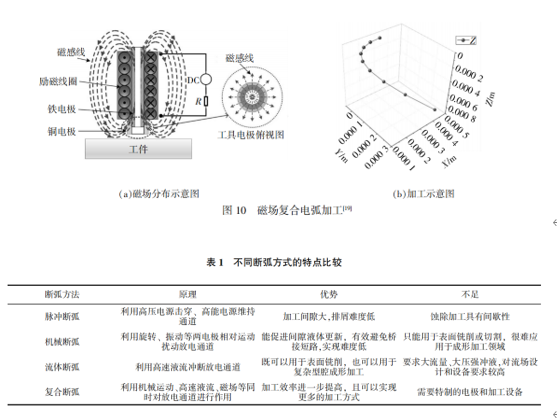
张瑾等提出了一种复合洛伦兹力、电场力及高速旋转的短电弧加工方法,并建立了带电粒子的力学模型。
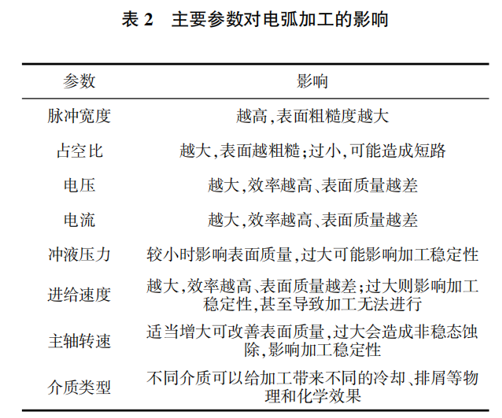
2 电弧加工质量的影响因素
3 电极损耗补偿
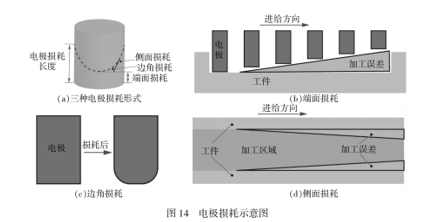
电极损耗形式主要有端面损耗、边角损耗和侧面损耗三种,可大致分为电极轴向损耗和径向损耗两类。
电火花加工的典型电极补偿法主要有:①定长补偿法,如图15所示,X 轴进给一定距离后,Z 轴补偿一个恒定值;② 线性补偿法,在X 轴进给加工的同时,Z 轴同时进行微量进给,使加工轨迹成为一条直线;③ 均匀损耗补偿法,每次只进行微量的逐层铣削,在每层起点进行补偿;④ 多种方法组合的方法;⑤ 检测损耗补偿法,通过检测电极损耗,在线进行补偿。
4展望
电弧加工是一种极具潜力的高效加工方法,针对钛合金、高温合金等导电难加工材料的高效率加工效果极佳,在航空航天、国防军工等领域有望广泛推广。目前,针对电弧加工在工艺技术、加工机理、电极、电源、介质、控制方法等相关方面的研究均有初步的基础。若要促进电弧加工的进一步在制造业中应用、充分发挥电弧加工的优势,还需根据累积的理论、方法和经验,围绕提高电弧加工的精度、表面质量、智能化、可持续发展等多个方面进行深入探索:
(1)电弧放电的过程状态复杂,应从断弧方法与效果、电极损耗预测与补偿、工艺参数对工艺效果的影响、过程检测与伺服控制等多方面着手研究。提高电弧加工的精度,将是未来需要解决的重点问题之一。
(2)研究电弧加工与其他工艺复合形成的新方法,即探索电弧与电解、磨削、微弧等工艺复合,以提高电弧加工的效率和表面质量,进一步满足不同领域、不同材料的加工需求。
(3)电弧加工还未发展成熟,尤其是相关设备还较简单。因此,未来应开发多轴联动的、更多自动化和智能化的电弧加工设备甚至是产线,以满足各类型腔、型面、窄槽和薄壁等结构加工。适应快速发展的企业需求是电弧加工发展的重要方向。
(4)电弧加工的电流大,产生热量高,对工作液的需求量大,在能量利用率、工作废液处理等方面都面临较大压力。因此,研制绿色高效的加工电源、使用无污染无安全隐患的工作液,也是未来电弧加工发展的重要趋势。